鋁型材")
全國谘詢熱線
186-7652-6988
歡迎光臨佛山市茄子视频懂你更多鋁業有(yǒu)限公司官(guān)方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地 址:佛山市(shì)南海區獅山鎮山南工業(yè)區北區(qū)一路一排3號(hào)

陽極氧化膜(mó)厚不夠。解決的辦(bàn)法是(shì)檢查陽極氧化工(gōng)藝是否規範,看溫度,電壓,導電等因素是否穩(wěn)定,若有異常,請相應調整規範之,若(ruò)無異(yì)常,廈門電(diàn)子散熱器鋁型材加工可適當延長氧化時間,保證膜厚達標(biāo)。染液pH值太高,此時,可用冰醋(cù)酸將pH值調至規範值。氧化後工(gōng)件(jiàn)在水槽中放置時間太久。提倡及時染色,如(rú)果這種情況已經發生,可將工件放在陽極氧化槽中或硝酸(suān)中和(hé)槽(cáo)中適當(dāng)活化處理後再進行染色,效(xiào)果會很好。選用染料不當。電子(zǐ)散(sàn)熱器鋁型(xíng)材加工需選用合適染料。染料已(yǐ)分解或黴變,此時(shí)需更換染料。氧化溫度過低,導致皮膜致密。可適當提高氧化(huà)溫度。導電不良。可能陽極銅杆或陰極鉛板接(jiē)觸不良所示批量導(dǎo)電不良。注意清洗陽極銅杆及陰極鉛板,保證接觸良好。

鏡框鋁型材加工中靜電粉末塗裝法是使用高壓電場的感應效應,使粉末塗料和被塗物受到感應而分別帶上彼此相反電荷,廈門電子(zǐ)散熱器鋁型材從而把帶電荷的粉(fěn)末塗料吸附到帶相(xiàng)反電荷的被塗物上麵,然後粉末塗料經過熔融流平、電子散熱器鋁型材(cái)加工烘烤固化得(dé)到塗膜(mó)的塗裝(zhuāng)方法。因未經表麵處理的鋁合金擠壓型材外觀單一,並在潮濕的大氣中容易腐蝕(shí),所以鏡框鋁型(xíng)材擠壓加工出來的穿衣鏡鋁材一般都(dōu)要進行表麵處理,而粉末噴塗就是現階段(duàn)穿衣鏡鋁材發展(zhǎn)的一個主要趨勢(shì)。
擠(jǐ)壓(yā)鏡框(kuàng)鋁型材由於其生產工藝的多樣性,在熱擠壓過程中因模具拋光質量或(huò)因加(jiā)工工藝條件直接或間接造成的鏡框鋁型材表麵問題有以下幾點:電子散熱(rè)器鋁型材加工紋粗,分色,暗(àn)帶,亮帶,劃線,起骨,光潔度差。擠壓鏡框鋁型材表麵粗糙缺陷造(zào)成原(yuán)因:在鏡框鋁型材的擠壓製造(zào)中,廈門電子散熱器鋁型材通常的問題是較為直觀的,如彎曲、扭擰、變形、夾渣等。從擠壓流水線出來的鏡框鋁型材叫做(zuò)基材(cái)或坯料、白料。初判(pàn)鏡框鋁型材表麵質量通(tōng)常是在模具上機後擠壓至2-3支棒時,首檢采樣判別表麵質量能否合格,表麵合格後再對其它項目(mù)開展檢查。

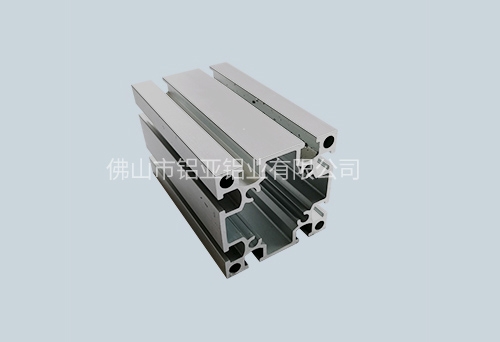
半擠壓散(sàn)熱器鋁型(xíng)材,半嵌入式:由於半擠壓散熱器鋁型材的工藝限製,板材的(de)間距不(bú)能太窄,並且通過插入和壓製在兩個板材之(zhī)間插入鋁(lǚ)板按。緊緊固(gù)定。因為(wéi)插(chā)入了一半的翅片,廈門電子散熱器鋁型材並且鋁板(bǎn)沒有與底板一體化,所以插入部分的傳熱效率不如一個好。耐熱(rè)性大於純擠壓鋁的耐熱性。這種散熱器可以通過鋁型材散熱器的擠壓過程減小型材的橫截麵尺寸,並且擠壓的鋁型材不能(néng)加工散熱器產品。擠壓(yā)散熱器鋁型材:翅片和基板是一體的。沒有(yǒu)拚接,散熱器內部的(de)熱傳導均勻,導熱率高。翅片拚(pīn)接散熱器鋁型材:首先(xiān)製作翅片(piàn),電子散熱器鋁型(xíng)材加工將(jiāng)翅片堆疊在一(yī)起,通過壓力處理按壓它們,並將各個部分緊密地結合(hé)在一起。該過(guò)程可用作任何寬度和高度的散熱器。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一路(lù)一排3號
地址:佛山市南海區獅山鎮山南工業區北區一路(lù)一排3號
材")
(掃一掃 關注官方(fāng)微信)









