
全國谘(zī)詢熱線
186-7652-6988
歡迎光臨佛(fó)山市(shì)茄子视频懂你更多鋁(lǚ)業有限公司官方(fāng)網站!

全國谘(zī)詢熱線
186-7652-6988

聯係人(rén):徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地 址:佛(fó)山市南海區獅山鎮山南工業區北(běi)區一路一排3號
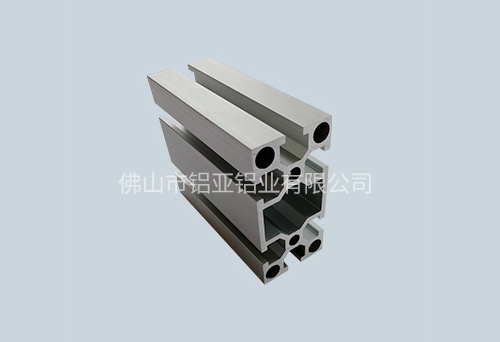
散熱器鋁型材具有良好的延展(zhǎn)性(xìng)和可塑性,廣泛(fàn)應用於各個領域。那麽散熱器鋁型材加工工藝有(yǒu)哪些呢?江西鋁型(xíng)材廠家一般來說散(sàn)熱(rè)器鋁型材加工常見工藝分別是(shì)鑄錠、擠壓、熱處理和表麵處(chù)理。那麽針對這些種加工處理(lǐ)方式到底有哪些特點呢?鋁型材被擠(jǐ)壓成型是在封閉的擠壓筒裏進行的,而它的變形是在高靜水壓力下完成的,所以就產生了鋁型材的基本特(tè)性。鋁型材的很多特性都(dōu)是由於擠壓過程中的(de)應力應變狀態,金屬流動以及原材料的質量等(děng)等鑄(zhù)就的。當(dāng)然,生產能力和生產效率也是兩大重要原因。鋁型材擠壓的優點有很多。鋁(lǚ)型材廠家一次成型使得材料接合,也可以使(shǐ)材料從(cóng)模具出(chū)口形狀一直的截(jié)麵;從經(jīng)濟上來(lái)看是一次(cì)成型節(jiē)約大量的人工和時(shí)間(jiān)成本,不廢料。

鋁型材流水線輸送(sòng)帶根據輸送方式可以分為皮帶(dài)式、板鏈(liàn)線、倍速鏈、插件線、網帶線、懸掛線及滾(gǔn)筒流水線這七大類。江(jiāng)西鋁(lǚ)型材(cái)每類流水線輸送帶皆有各自的特點和適用的範圍。其(qí)中皮帶式流水線輸送帶是工廠中常見的(de),也(yě)是比較簡單的。承載的產品比較輕,形(xíng)狀限製少;和(hé)生產線同步運行,可以(yǐ)實現(xiàn)產品的爬坡轉向;以皮帶作為載(zǎi)體(tǐ)和(hé)輸送,鋁(lǚ)型材廠家可以實現產(chǎn)品的(de)平穩輸送(sòng),噪音小;可以實現輕型物料或產品較長距離的輸送。使用範圍:一般用在輕工,電子,食品,化工,木業,機械等行業。
鋁型材散熱器安(ān)裝好後,管道上的閥門是不可以隨便(biàn)開關的,鋁(lǚ)型材散熱器尤其是供暖係統首次(cì)運動的時候,江西鋁型材一般都(dōu)會經過調試(shì)。暖氣片供熱管道調試完後,閥門是不可以隨意開關的,那樣做很容易導致暖氣片水流不暢通,或漏水等現象。另外在散熱器供暖起(qǐ)降,要保持一定的散(sàn)熱空間,鋁型材廠家不可以在暖氣片周圍放(fàng)太多的雜物,如若(ruò)不然很容易(yì)影響到鋁型材(cái)散熱(rè)器的散熱效果,而且如果(guǒ)溫度過(guò)高還(hái)會引發火災等(děng)造成不必要的損(sǔn)失。

尺寸標(biāo)準。一般坐式流水線支架的高在65-75CM,座位(wèi)尺寸在38-45CM。站式流水(shuǐ)線支(zhī)架的高在85-95CM,座位尺(chǐ)寸在58-62CM。江西鋁型材注意尺寸不宜過長(zhǎng),不便於管理工作人員。結構標準(zhǔn)。流水線支架在定製的時候一定要符合人體工程學標(biāo)準,這樣工人在操作的時(shí)候,不會出現疲勞,影響工作效率。技術標準。流(liú)水(shuǐ)線支架使用鋁(lǚ)型材定(dìng)製的話,鋁(lǚ)型材廠家要注意加工的精度,包括切割精度,鑽(zuàn)孔精度,攻牙精度等等,技術誤差是越小越好。像切(qiē)割誤差小於±0.5mm以內,便於支架安裝。
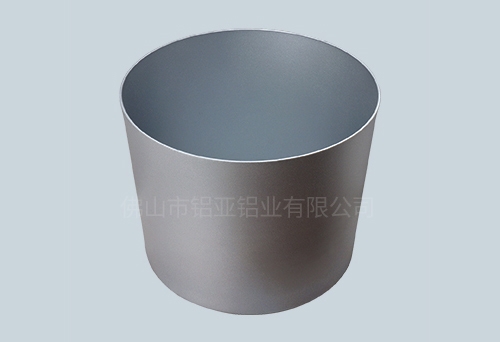
鋁(lǚ)型材散熱器指的是(shì)由鋁型材加工而成(chéng)的散(sàn)熱器,是確(què)確實實的散熱(rè)器成品(pǐn),這種情況下一般(bān)都是由用戶找散熱器生產廠家進行加工定(dìng)製的,江西(xī)鋁型材根據需求的不同采用不同的加工工藝,然後形成的鋁型材散熱器產(chǎn)品(pǐn)在規格尺寸(cùn)、外型美觀度和造價上(shàng)都會有所差異。像(xiàng)智高實業在(zài)鋁型材散熱器的生產方麵就掌握有噴砂、拉絲、拋光、陽極氧化、鐳雕、絲印、CNC加工等多種加工工藝,能實現(xiàn)鋁型材散熱(rè)器的個性化定製,鋁(lǚ)型材廠家保障每一種所呈現的效果都是用戶所需(xū)要(yào)的,也保證尺寸精良、結構穩固和(hé)散熱性能好能夠穩定無誤的安裝(zhuāng)到具體的(de)產品之上。

當散熱(rè)器鋁型材擠壓形狀(zhuàng)不對稱,各部分尺寸(cùn),形狀相差很大的製品時(shí),這種流動不均(jun1)勻性更會顯(xiǎn)著增加(jiā)。而且,在模具設計製造中,江西鋁型(xíng)材各部位流動速(sù)度的差異(yì)不可能(néng)完全的消(xiāo)除或調整。因(yīn)此,擠壓成形中,不(bú)能避免(miǎn)的會產生各種成(chéng)形缺陷,如扭擰、彎曲、波浪、裂紋等。擠壓模具在使(shǐ)用中,型材不成形、波浪、彎曲等由於金屬擠出模孔速度不均勻引起(qǐ)的試模不合格,是造成試模不合格的主要原因之一。為了消除以上這些缺(quē)陷,較理想的結果就是金屬在擠出模孔時,各個(gè)部位各個質點的金屬流動速(sù)度均保持一致。而實際的情(qíng)況是,鋁(lǚ)型材(cái)廠家金屬在擠出模孔時(shí),即使較簡單的型材也不可能各個質點都(dōu)獲得相同(tóng)的流動速度。因此,必然存在一個速(sù)度差異範圍,當金屬擠出模孔時,當各個(gè)質點的擠出速度差異在這一個(gè)範圍之內時,擠出的型材能夠穩定成形。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮(zhèn)山南工業區北區一路一排3號
地址:佛山市南海區獅山鎮(zhèn)山南工業區北區一路一排3號

(掃一掃 關注官方微信)









