壓鋁型材")
全國谘詢熱線
186-7652-6988
歡迎光臨佛山市茄子视频懂你更多鋁業有(yǒu)限公司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電(diàn) 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地 址:佛山(shān)市南海區獅山鎮山南工業區北區一路一排3號

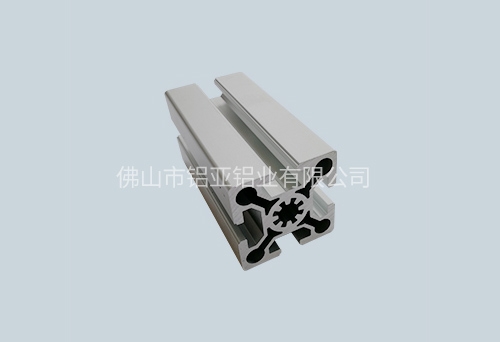
擠壓鏡框鋁型材由於(yú)其生(shēng)產工藝的多(duō)樣性,在熱擠壓過程中因模具拋光質量(liàng)或(huò)因加工工藝條件直接或間接造(zào)成的鏡框鋁型材表麵(miàn)問題有以下幾點:支架流水線鋁型材加(jiā)工紋粗,分色,暗(àn)帶,亮帶,劃線,起骨,光潔度差。擠壓鏡框鋁型材表麵粗糙缺陷造成原因:在鏡框鋁型材的擠壓製造中,內蒙支架流水線鋁型材通常的問題是較為直觀的(de),如彎曲、扭擰、變形、夾渣等。從(cóng)擠壓流水線(xiàn)出來的鏡框鋁(lǚ)型材(cái)叫做基材或坯料、白料。初判鏡框鋁型材表麵質(zhì)量通常(cháng)是在模具上機(jī)後擠壓至2-3支棒時,首(shǒu)檢采樣判(pàn)別表麵質量能否(fǒu)合格,表麵合格後再對其它項目開展檢查。

如今隨(suí)著(zhe)社會一直在(zài)進步,一些企業老式的生產(chǎn)線是提高不了產品的品質以及(jí)工作效率,流(liú)水線鋁型(xíng)材老式(shì)生產線也不容易調整維修,眾所周知(zhī)如果想要有(yǒu)精益生產線,那麽(me)必須就要有布局良好的流水線(xiàn),是有助於實現減少作業浪費,內蒙支架流水線鋁(lǚ)型材老式的生產線是滿足不(bú)了市場的產品需求,還浪費人(rén)力,那麽精益生產線布(bù)局就很重要啦,可以提高轉產應變能力,支架流水(shuǐ)線鋁型材加工減少人(rén)工運輸,減少質量隱患(huàn),有助於提高目視管理,如果有產品周轉也是容易傷害產品,那麽要有精(jīng)益的(de)生(shēng)產線(xiàn)小編在這給大(dà)家推薦一款超棒的(de)支架流水線鋁型(xíng)材來幫(bāng)助大家實現精益生產線。

尺寸標準。一般坐式流水線支架的高在65-75CM,座位尺寸在38-45CM。站式流水線支架的高在85-95CM,座(zuò)位尺寸在58-62CM。內蒙支架流水線鋁型材注意尺寸不宜(yí)過長,不便於管理工作人員。結構標準。流水線支架在定製(zhì)的時(shí)候一定要符合人體工程學標準,這樣(yàng)工人在操作的時候,不(bú)會出現疲勞,影響工作效率。技術標準。流水線支架使用鋁(lǚ)型材定製的話(huà),支架流水線鋁型材加(jiā)工(gōng)要注(zhù)意加工的精度,包括切割精度,鑽孔精度,攻牙(yá)精度等等,技術誤差是越小越好。像切割誤差小於±0.5mm以內,便於支架安裝。
將大懸臂的散熱(rè)器型(xíng)材模具設計成假分流模(mó)的結構,不僅有效地減少了由於模具承受較大的正麵壓力所導致的模孔危(wēi)險斷(duàn)麵(miàn)的斷裂,極大地延長了模具的使用壽命,而且,內(nèi)蒙支架流水線鋁型材這種帶(dài)有(yǒu)分流橋的結構(gòu),還有效地減小(xiǎo)了模孔底部較大壁厚處的流速,確保(bǎo)了擠(jǐ)壓型材流速(sù)的均衡平穩、同時,這種結構的擠壓模具(jù)設計方案,為壁厚相差懸殊的實心型材模具的設計開辟了新的思路和途徑。 散(sàn)熱(rè)器型材的擠壓技術(shù)除與上麵因素(sù)有關外,還與擠(jǐ)壓機(jī)的(de)能力和水平、支架流水線鋁型(xíng)材加工後部設備的自動化程度、工人的(de)操作技巧等(děng)有關,不同的散熱型材(cái)斷麵應根據其特點采取相應的措施,不(bú)能一(yī)概而論。
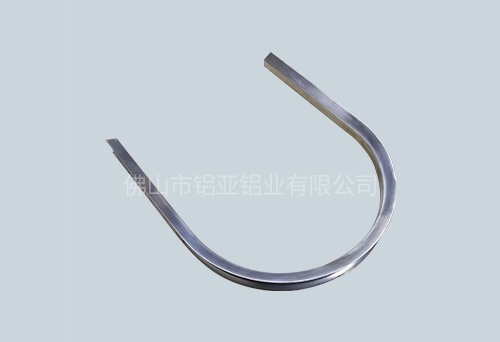
散熱器鋁型材模具方(fāng)麵工作帶(dài)硬(yìng)度不夠或未(wèi)氮化或工作帶粗糙不光滑而粘鋁(lǚ),模具工作帶設計過長增加了摩擦阻力,內蒙支架流水線鋁型材鋁擠壓模具加熱保溫時間過長而導致工作帶表麵退火,模(mó)具連續擠壓使用時間過長原本平行的工(gōng)作(zuò)帶呈喇叭口(kǒu),使顆粒擠出工作帶後粘附型材表麵。支架流水線鋁型材加工經常帶鋁擠壓致使工作帶無法修正(zhèng)保養。模具(jù)工作(zuò)帶粘的鋁金屬顆粒(lì)越多,鋁材表麵粗糙(cāo),麻麵就越嚴重。擠壓速度過快增加了金屬的流動速(sù)度導(dǎo)致熱(rè)變形增高及模具死區增大,依附在型(xíng)材表麵的死區(qū)雜質變多。

陽極氧化膜(mó)厚不夠。解決的辦法是檢查陽極氧化工藝是否規範,看溫度,電壓,導電(diàn)等因素是否穩定,若有異常,請相應(yīng)調整規範之,若無異常,內蒙支架流水線(xiàn)鋁型材加工(gōng)可適當(dāng)延長氧化時間,保證膜厚達標。染液pH值太高,此時,可用冰醋酸將pH值調至規範值。氧化後(hòu)工件在水槽中放置時間太久。提倡及時(shí)染色,如果(guǒ)這種情況已(yǐ)經發生,可將工(gōng)件放在陽極氧化槽(cáo)中或硝酸中和槽中適當活化(huà)處理後再進行染色,效果會很好。選用染料不當。支架流水線鋁型材加工需選用合適染料。染料已分解或黴變,此時需更換(huàn)染料。氧化溫度過低,導致皮膜致密。可適當提高氧化溫度。導電不良。可能陽極銅杆或陰極鉛板接觸不良所示批量導電不良。注意清洗陽極(jí)銅杆及陰極鉛板,保證接觸良好。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址(zhǐ):佛(fó)山市南海區獅山鎮山南工業區北區一路一排3號
地址(zhǐ):佛(fó)山市南海區獅山鎮山南工業區北區一路一排3號

(掃一掃 關注官方微(wēi)信)









