壓鋁型材")
全國谘詢熱線
186-7652-6988
歡迎光臨(lín)佛山市茄子视频懂你更多鋁業有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯(lián)係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網(wǎng) 址:www.janyy.com
地 址:佛山市南海區獅山鎮山南工業區北區一路一排3號

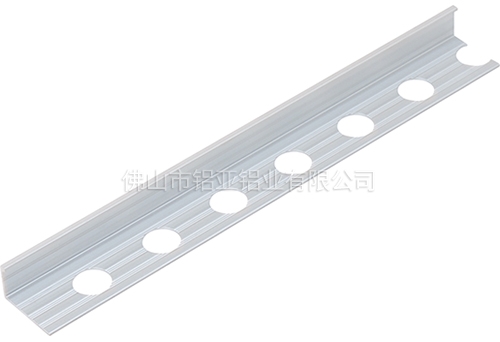
散熱器鋁型材具有良好的延展性和可塑性,廣泛應用於各個領域。那麽散(sàn)熱器鋁型材加(jiā)工工藝有哪些(xiē)呢?南(nán)昌流水(shuǐ)線(xiàn)鋁(lǚ)型材價格一般來說散(sàn)熱器鋁型材加工常見工藝分別是鑄錠、擠壓、熱處理和表麵處理。那麽針對這些種加工處理方式到底有哪(nǎ)些(xiē)特點呢?鋁型(xíng)材被擠壓成型是在封閉的擠壓筒裏進行的,而它的(de)變形是在高靜水壓(yā)力下完成的,所以就產生了(le)鋁型材的基本(běn)特性。鋁型(xíng)材的很多特性都是由於擠壓過程中的應力應變狀態,金屬流動以及原材料的質量等等鑄就的。當然,生(shēng)產能力和生產效率也(yě)是兩大重(chóng)要原因。鋁型材擠壓的(de)優點有很多(duō)。流水線鋁型材價(jià)格一次成型使得材料接合,也可以使材料從模具出口形狀一直的截(jié)麵;從經濟上來看是(shì)一次成型節約大量的人工和時間成本,不廢料。
鏡框鋁型材加工中靜(jìng)電粉末塗裝(zhuāng)法是使用高壓電場的感應效應,使粉末(mò)塗料和被塗物受到感應而分別帶上彼此相反電荷,南昌流水線鋁(lǚ)型材從而把帶電荷的粉末塗料吸附到帶相反電荷的被塗物上麵,然後粉末塗料經過熔融流平、流水線鋁型(xíng)材價格烘烤固化得到塗膜的塗裝方法。因未經表麵處理的(de)鋁合金擠壓型材外觀單一,並在潮濕的(de)大氣中容易腐蝕,所以鏡框鋁型材擠壓加工出來(lái)的穿衣鏡鋁材一般(bān)都(dōu)要進行表麵處理,而粉末噴(pēn)塗就是現階(jiē)段穿衣鏡鋁材發展的一個主要趨(qū)勢。

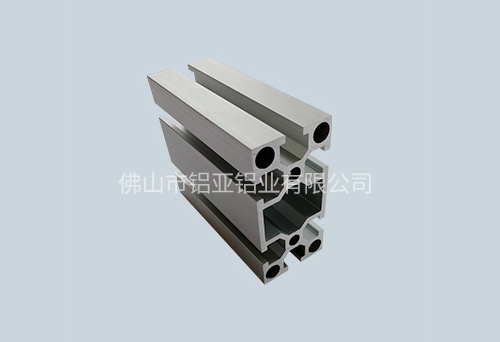
半擠壓散熱器(qì)鋁型材,半嵌(qiàn)入式:由(yóu)於半擠壓散熱器鋁(lǚ)型材的工藝限製,板材的間距不能太窄,並且通過插入和壓製在兩個(gè)板材之間插入鋁板按。緊緊固定。因為(wéi)插入(rù)了一半(bàn)的(de)翅片,南昌流(liú)水線鋁型材並且鋁板沒有與(yǔ)底板一體化(huà),所以插入部分的傳熱效(xiào)率不如一個好。耐熱性大於純擠壓鋁的耐熱性。這種(zhǒng)散熱器(qì)可以通過鋁型材散熱器的擠壓過程減小型材的(de)橫截麵尺寸,並且擠壓的鋁型材不能加工散熱器產品。擠壓散熱器鋁型材:翅片(piàn)和基板是一體(tǐ)的。沒有拚接,散熱器內部的熱傳導均勻,導熱率(lǜ)高。翅片拚接散熱器鋁型材:首先製作翅片,流水線鋁型(xíng)材價格將翅片堆疊在一(yī)起(qǐ),通過壓力(lì)處理按壓它們,並將各(gè)個部分緊(jǐn)密地結(jié)合在一起。該過程可用(yòng)作任何寬度和高度的散熱器。
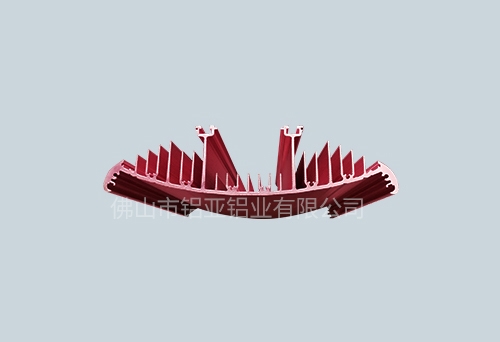
散熱器鋁型(xíng)材(cái)模具方麵(miàn)工作帶硬度不夠或未氮化或工(gōng)作帶粗糙不光滑(huá)而粘鋁,模具工作帶設計過長增加了摩擦阻力,南昌流水線(xiàn)鋁型材鋁擠壓模具加熱保(bǎo)溫時間過長而導(dǎo)致工作帶表(biǎo)麵退火,模具連續擠壓使(shǐ)用時間過長原本平行的工作帶呈喇叭口,使顆粒擠(jǐ)出工作帶後粘附型材表麵。流水線(xiàn)鋁型材價格經常帶鋁擠壓致使工作帶無法修正保養。模具工作帶粘的鋁金(jīn)屬顆粒越多,鋁材表麵粗(cū)糙,麻麵就(jiù)越嚴重。擠壓速度過快增加了金屬的流動速度導致熱(rè)變形增高及模具死區(qū)增大,依附在型材表麵的死區雜質變多。
配料:根據需要生(shēng)產的具(jù)體合金牌號,計算出各種合金(jīn)成分(fèn)的添加量(liàng),合理搭配各種原材料。熔煉(liàn):將配好的原材料按工藝(yì)要(yào)求加入熔煉爐內熔化,並通過除氣(qì)、南昌流水線鋁型材除渣精煉手(shǒu)段將熔體內的雜渣、氣體有效除去。鑄造:熔煉好的鋁液在一定的(de)鑄造(zào)工藝條件下,通過深井(jǐng)鑄造(zào)係統,冷卻(què)鑄造成各種規格的圓鑄棒。擠壓:流水線鋁型材價格擠壓是型材成形的手段。先根(gēn)據型材產品斷麵設計、製造出模具,利用擠壓機將加(jiā)熱好的圓鑄棒從模具中擠(jǐ)出成形(xíng)。上色 (此處先主要講氧化的過程(chéng))氧化(huà):擠壓好的鋁合金(jīn)型材,其表麵耐蝕性不強,須通過陽極氧化進行表麵處理以增加鋁材的抗蝕性、耐磨(mó)性及外表的美觀度。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
器(qì)鋁型材")
(掃一掃 關注官方微信)









