
全國谘詢熱線
186-7652-6988
歡迎光(guāng)臨佛(fó)山市鋁(lǚ)亞鋁業有限公司(sī)官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐(xú)總(zǒng)
手(shǒu) 機:18676526988
電 話(huà):0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地(dì) 址:佛山市南海區獅山鎮山南工業區北區一路一排3號

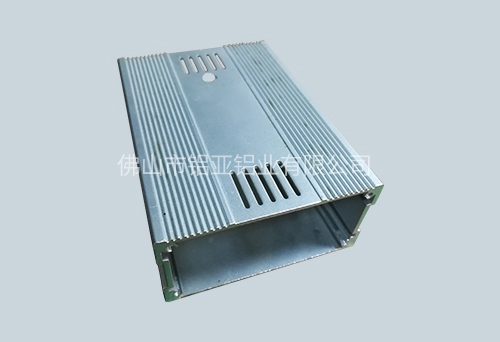
鏡框鋁型材(cái)加工中靜電粉末塗裝法是使用高壓電場的感應效應(yīng),使粉末塗料和被塗物受到感應(yīng)而分別帶(dài)上彼此相反電荷,呼(hū)和浩(hào)特流水線鋁材從而把帶電荷的粉末塗料吸附到帶相反電荷的(de)被塗物上麵(miàn),然後粉末(mò)塗料經過熔融流平、流水線鋁(lǚ)材廠家烘烤固化得到塗膜的塗裝方法。因未經表(biǎo)麵處(chù)理的鋁合金擠壓型材外觀單一,並(bìng)在潮濕的大氣中容易(yì)腐蝕,所以鏡框鋁型材擠壓加工出來的穿衣鏡鋁材一(yī)般都要進行表麵處理,而粉末噴塗就是現階段穿衣鏡鋁材發展的一個主要趨勢。
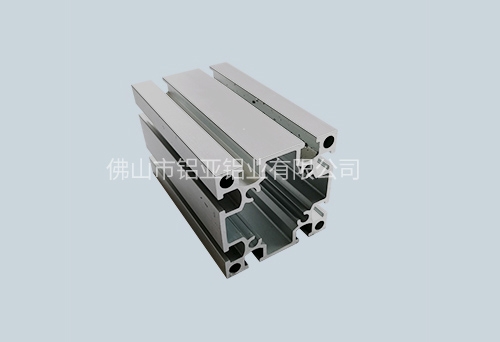
尺寸標準。一般坐式流水線支架的高在65-75CM,座位尺寸在38-45CM。站式流水(shuǐ)線支架的高在85-95CM,座位尺寸(cùn)在(zài)58-62CM。呼和浩特流水線鋁材注意尺寸不宜過長,不便(biàn)於管理工作人員。結構標準。流水(shuǐ)線支架在定製的時候一定要符(fú)合人體工程學(xué)標準(zhǔn),這樣工人(rén)在操作的時候,不會出現疲勞,影響工作效率。技術標準。流水線支架使用鋁型材定(dìng)製的話,流水線鋁材廠家要注意加工的精度,包括切割精度,鑽孔(kǒng)精度,攻牙(yá)精度等等,技術誤(wù)差是越小越好。像切割誤差小於±0.5mm以內(nèi),便於支架(jià)安裝。
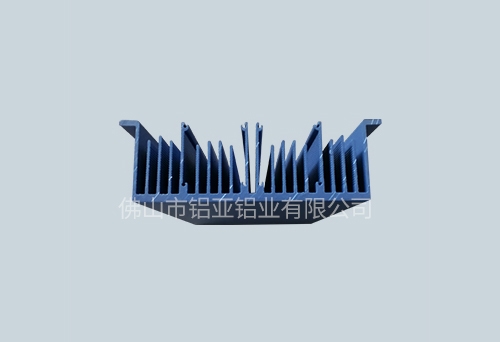
當散熱器鋁型材(cái)擠壓形狀(zhuàng)不對稱,各部分尺寸,形狀相差很大的製品時,這種流(liú)動不(bú)均(jun1)勻(yún)性更會顯著增加。而且,在模具設計製造中,呼(hū)和浩特流水線鋁材各部位流(liú)動速度的(de)差異不可能完全的消(xiāo)除或調整。因此,擠壓(yā)成形(xíng)中,不能避免的會產(chǎn)生各(gè)種(zhǒng)成形缺陷,如扭擰、彎曲、波浪、裂紋等(děng)。擠壓模具在使用中,型材不成(chéng)形、波浪、彎曲等由於金屬擠出模孔速度不均勻引起的試模不合格,是造成試模不合格的主要原因之一。為了消除以上這些缺陷,較理想的結果(guǒ)就是金屬(shǔ)在擠(jǐ)出模孔時,各個部位各個質點的金(jīn)屬流動速度均保持一致。而實際的情況是,流水線鋁材(cái)廠(chǎng)家金屬在(zài)擠(jǐ)出(chū)模(mó)孔(kǒng)時,即使較(jiào)簡單的型材也不可能各個質點都獲得相同的流動速度。因此,必然存在一個速(sù)度差異範(fàn)圍,當金屬擠出模孔時,當各個質點的擠出速(sù)度差異(yì)在這一個範圍之內時,擠出的型材能夠(gòu)穩定成形。
首先貼膜不能直接貼(tiē)在鉻(gè)化(huà)層上,否則會影響膜的附著力;其次,貼膜後要及時噴塗(tú)不能停放時間過長,呼和浩特流(liú)水線鋁材否則容易導致貼膜脫(tuō)落,嚴重時還要重新(xīn)貼膜;再次(cì)是撕膜時要(yào)控製流平時間(jiān),不能貼膜後馬(mǎ)上撕膜,流水線鋁材廠家這樣會對(duì)產品質量帶(dài)來一定的影響(xiǎng);然後是兩種顏(yán)色(sè)的噴塗順序要根(gēn)據具體(tǐ)情況確定,既要考慮到兩次固化,又要考慮(lǜ)到遮蓋效果。首先要對貼膜材質合理選擇,根據散熱器鋁型(xíng)材產品的要求、表麵處理方式,選擇相應(yīng)的貼膜,同是還要(yào)考慮貼膜上的膠對鋁型材表(biǎo)麵質量的影響。散熱器鋁型材(cái)質量控製中(zhōng)貼膜質量(liàng)很(hěn)重(chóng)要,若(ruò)貼不好,會導致(zhì)噴塗困難,如貼膜(mó)的張力不大、壓緊程度要控製好;對形狀(zhuàng)複雜的部位要(yào)分開貼膜,貼膜後要檢查貼膜是(shì)否(fǒu)貼牢。否則將會給噴塗帶來(lái)麻煩,影(yǐng)響(xiǎng)噴塗(tú)質(zhì)量。
![]() 手機(jī):186-7652-6988
手機(jī):186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地(dì)址:佛山市南(nán)海區獅山鎮山南(nán)工業區北(běi)區一路一排3號
地(dì)址:佛山市南(nán)海區獅山鎮山南(nán)工業區北(běi)區一路一排3號

(掃一掃 關注官方微信)









