
全(quán)國谘詢熱線
186-7652-6988
歡迎光臨佛山市茄子视频懂你更多鋁業有限公司官方網站!

全(quán)國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地(dì) 址:佛山市南海區獅山鎮山南工業區北區一路一排3號

鋁型材散熱器安裝好後,管(guǎn)道上的(de)閥門是不可以隨便開關的,鋁型材散(sàn)熱器尤其是供暖係統首次運動的時候,貴陽鏡框鋁材一般都會經過(guò)調試。暖氣片供(gòng)熱管(guǎn)道調試完後,閥門是不可以隨意開關(guān)的,那樣做很容易導致暖氣片水(shuǐ)流不暢通,或(huò)漏水等現象。另外在散熱器供(gòng)暖起降,要保持一定(dìng)的散熱(rè)空間,鏡(jìng)框鋁材廠家(jiā)不可以在暖氣片周圍放(fàng)太多的雜物,如若不然很容易影響到鋁型材散熱器的散熱效果,而且如果溫度過高還會引發火災等造成不必要(yào)的損失。
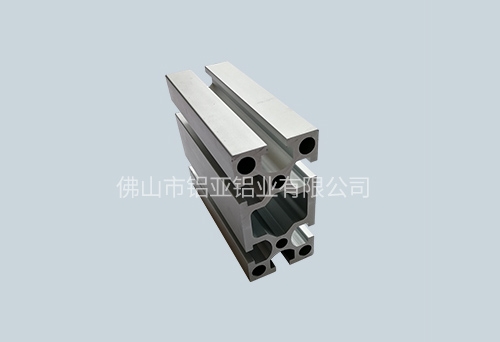
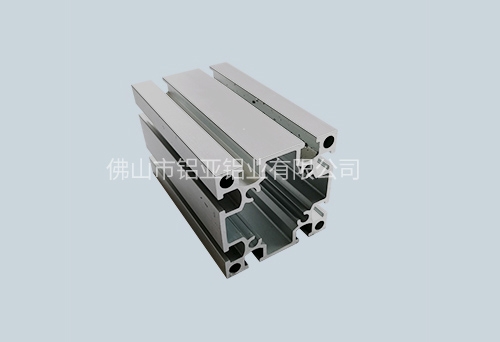
擠(jǐ)壓鏡框鋁型材由於其生產工藝的多(duō)樣性,在熱擠壓過程中(zhōng)因模具拋光質量或因加工工藝條件直接(jiē)或間接造成的鏡框鋁(lǚ)型材表麵問題有以下幾點:鏡框鋁材廠家紋粗,分色,暗帶,亮帶,劃線,起(qǐ)骨,光潔度差。擠壓鏡(jìng)框鋁型材表麵粗糙缺陷造成原因(yīn):在鏡框鋁型材的(de)擠壓製造(zào)中,貴陽鏡框鋁材通(tōng)常的問題是較為直觀的,如(rú)彎曲、扭擰、變形、夾渣等。從擠壓流水線出來的鏡框鋁型材(cái)叫做基材或坯料、白料。初判鏡框鋁型材表麵質量通常是在模具上機後擠壓至2-3支棒時,首檢采樣判別表麵質量能否(fǒu)合(hé)格,表(biǎo)麵合格後再對其它項目開(kāi)展檢查。

鏡框鋁型材加工木紋的方法 轉印方法塗覆木紋:順序進行一個前處理步驟、鏡框鋁材廠家一(yī)個噴塗步驟和一個木紋轉印步驟,在前處理步驟中,將鏡框鋁型材裝架後進行化學脫脂和去(qù)氧(yǎng)化皮,然後水洗,利用鉻酸鹽鉻化,再(zài)水洗後烘幹,在噴塗(tú)步驟中,將鏡子框鋁型材掛架後吹塵、擦拭(shì),噴塗氟碳底(dǐ)漆(qī)、氟碳麵漆,貴陽鏡框鋁材烘幹(gàn)固化,在木紋轉印步驟中,先(xiān)分別向轉印水槽和浸泡水槽中加水(shuǐ)加熱,然(rán)後在轉印水槽的水麵(miàn)上平鋪木紋膜,再(zài)將鏡子框鋁型材的表麵與木紋膜接觸,將木紋膜上的木紋塗料轉移到鋁型材表麵,再將鏡子框鋁型材轉移到浸泡水(shuǐ)槽中(zhōng),之後將鋁型材清洗、擦(cā)淨擦(cā)幹,進行烘(hōng)幹固化。
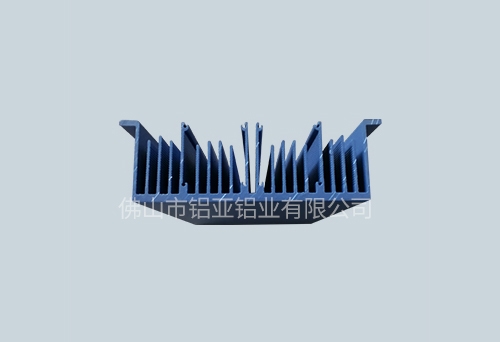
散熱器鋁型材加工是目前鋁型材加工中相對難度(dù)高(gāo)的細分行業(yè)。一方麵散熱器有散熱效果要求,貴陽鏡(jìng)框鋁材(cái)另一方麵散熱的加工難度高。工欲善其事必先利其器,首先(xiān)鋁型材散熱器的模具(jù)設計要合理,模具的(de)材質按國標要求及硬(yìng)度HRC49-50度; 鋁型材散熱器的原材料要精選國標材質,非標材質含雜質多(duō),鏡框鋁材廠(chǎng)家極(jí)易導致模具堵塞,甚至模具報廢;經驗豐富的開機人員,前(qián)麵兩個條件滿(mǎn)足了還不行,一定還有配備經(jīng)驗豐富的開機人員,鋁型材散熱器擠壓要求擠壓(yā)速度比較慢,壓力控製做180-200pa,擠壓速度快了,容易廢模(mó)。
鋁型材流水線輸送帶根據輸送方式可(kě)以分為皮帶式、板鏈線、倍(bèi)速(sù)鏈、插件(jiàn)線、網帶線、懸掛線及滾筒流水線這七大類(lèi)。貴陽鏡框鋁材每(měi)類流水線輸(shū)送(sòng)帶皆有各自的特點和適用的範圍。其中皮帶(dài)式流水線輸送帶是工(gōng)廠中常見的,也是比較簡單的。承載的(de)產品比較輕,形狀限製少;和生產線同步運行,可以實現產品的爬坡轉向;以皮帶作為載體和(hé)輸送,鏡框鋁材廠(chǎng)家可(kě)以實現產品的平穩輸送,噪音小(xiǎo);可以實現輕型物料或產品較長距離(lí)的輸送。使用範圍:一般(bān)用在輕工,電子(zǐ),食(shí)品,化工,木(mù)業(yè),機械等行業。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
地址:佛山市南海區獅山鎮山南工業區北區一路一排3號

(掃一(yī)掃 關注官方微信)









