
全國谘詢熱線
186-7652-6988
歡迎光臨佛山市茄子视频懂你更多鋁業有限公(gōng)司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地 址:佛山市南海區獅山鎮山南工業區北區一路(lù)一排3號
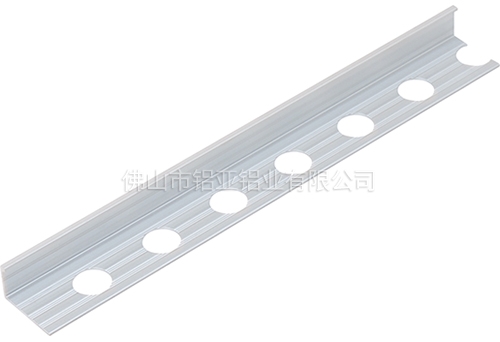
尺寸標準。一般坐式流水線支架的高在65-75CM,座位尺寸(cùn)在38-45CM。站式流水線支架的高在(zài)85-95CM,座位尺寸在(zài)58-62CM。南昌流水線鋁型材(cái)注意尺(chǐ)寸不宜過長,不便於管理工作人員。結構標準。流水線支架在定製的時候一定要符合人體工程學標準,這(zhè)樣工人在操作的時候,不會出現疲勞,影響工作效率(lǜ)。技術標準(zhǔn)。流水線支架使用鋁(lǚ)型材定製的話,流水線鋁型材加工要注意加工的精度,包括切割精度,鑽孔精度(dù),攻(gōng)牙精(jīng)度等(děng)等,技(jì)術(shù)誤差是(shì)越小(xiǎo)越好。像切割誤差小於±0.5mm以內,便於支架安裝(zhuāng)。

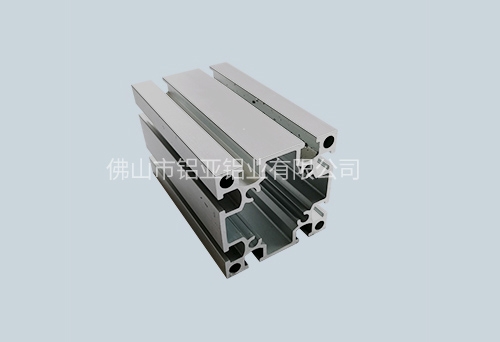
半擠壓散熱器鋁型材,半嵌入式:由於(yú)半擠壓散熱器鋁型材的工藝限製,板材(cái)的間距不能太窄,並且通過插入和壓製在兩(liǎng)個板材之間插入鋁板按。緊緊固定。因為(wéi)插入了一(yī)半的(de)翅片,南昌流水線鋁(lǚ)型材並且鋁板沒有與底板一(yī)體化,所以插入部分的傳(chuán)熱(rè)效率不如一個好。耐熱性大於純擠壓鋁的耐熱性。這種散熱器可以(yǐ)通過鋁型材散熱器的擠壓過程減小型材的橫截麵(miàn)尺寸,並且擠(jǐ)壓的鋁型(xíng)材不能加工散熱器(qì)產品。擠壓散熱器鋁(lǚ)型材:翅片和基板是一體的。沒有(yǒu)拚接,散熱器內部的熱傳導均勻,導熱率高(gāo)。翅片拚接散熱器鋁型材:首先製作(zuò)翅片,流水線鋁型材加工將翅片堆疊在一起,通過壓力(lì)處理(lǐ)按壓它們,並將各個部分緊密地(dì)結(jié)合在一起。該過程(chéng)可用作任何寬度和高度的(de)散熱器。
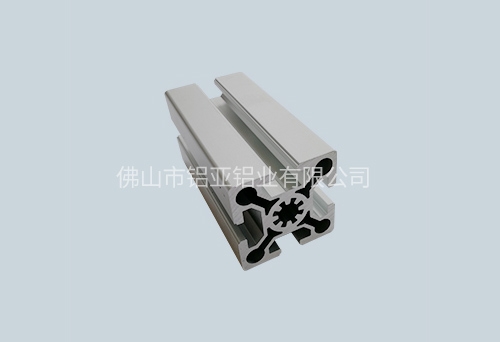
配料:根據(jù)需要生產的具體合金牌號,計算(suàn)出各種合金(jīn)成分的添(tiān)加量,合理搭配各(gè)種原(yuán)材料。熔煉:將(jiāng)配好的原材料按工(gōng)藝要(yào)求加入熔煉爐內熔化,並通過(guò)除氣、南昌流水線鋁型材除渣精煉(liàn)手段將熔(róng)體內的雜渣、氣體有效(xiào)除去。鑄造:熔煉好(hǎo)的鋁液在一定的鑄造工藝條件下,通過深井鑄造係統,冷卻鑄造成各種規(guī)格的圓鑄棒。擠壓:流水線(xiàn)鋁型材加工擠(jǐ)壓是(shì)型材成形的手(shǒu)段。先根據型材產品斷麵(miàn)設計、製造出模(mó)具,利用擠壓機將加熱好的圓鑄棒從模具中擠出(chū)成形。上色 (此處先主要講氧化的過程)氧化:擠壓好的鋁合金型材(cái),其表麵耐蝕性不強,須通過陽極氧化進行表麵處理以增加鋁材的抗蝕性、耐磨性及外(wài)表的美觀度。

擠壓鏡框鋁型材由於其生產工藝的多樣(yàng)性(xìng),在(zài)熱擠(jǐ)壓過程中因模具拋光質量或(huò)因加工工藝條件直接或間接造成的鏡框鋁型(xíng)材(cái)表(biǎo)麵(miàn)問題有(yǒu)以(yǐ)下幾(jǐ)點:流(liú)水線鋁型材加工紋(wén)粗,分色,暗帶,亮(liàng)帶,劃線(xiàn),起骨,光潔度差。擠壓鏡框鋁型材表麵粗糙缺陷造成原因:在鏡框鋁型材的擠壓(yā)製造中,南昌流水線鋁型材通常(cháng)的(de)問題是較為直觀的,如彎曲、扭擰、變形、夾渣(zhā)等。從擠壓流水線出來的鏡框鋁型材(cái)叫做基(jī)材或坯料(liào)、白料。初判鏡框鋁型材表麵質量通常是在模具上機後擠壓至2-3支棒時,首檢采樣判別表麵質量能否合格,表麵合格後再對其它項目開展檢查。
鏡框鋁型材加工中靜電粉末(mò)塗裝法是使用(yòng)高壓電場的感應效(xiào)應,使粉末塗料和被塗物受到感應而分別帶上(shàng)彼此相反電荷,南昌流水線鋁型材從而把帶電荷的粉末塗料吸附到帶相反電荷的被塗物上麵,然(rán)後粉末(mò)塗料經過熔融流平、流水線鋁型材加工烘烤固化得到塗膜的塗(tú)裝方法。因未經(jīng)表麵處理的鋁合金(jīn)擠壓型材外觀單一,並在潮濕的大氣中容(róng)易腐蝕,所以(yǐ)鏡框鋁(lǚ)型材(cái)擠壓加工出來的穿衣鏡鋁材一般都要(yào)進行表麵處理,而粉末噴塗就是現階(jiē)段穿衣鏡鋁材發展的一個主要趨勢。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業(yè)區北區一路一排3號
地址:佛山市南海區獅山鎮山南工業(yè)區北區一路一排3號
")
(掃一掃(sǎo) 關注官方微信)









